検査のお申し込みは
24時間受付
【品質クレームをゼロへ】食品メーカーが実践する、製造工程における具体的衛生管理ポイント
食品クレームを未然に防ぐための製造工程における衛生管理ポイントを徹底解説。異物混入・菌増殖・ヒューマンエラーの対策を具体例とともに紹介し、現場で実践できる改善策をわかりやすく解説します。
なぜ品質クレームは発生するのか

クレームの多くは「想定外」ではなく「見落とし」から生まれる
品質クレームというと、突発的なトラブルや予測不能な事故と思われがちですが、実際には日々の業務の中に潜む「見落とし」が原因であるケースが非常に多く見られます。例えば、清掃後の拭き残しや、作業手順の微妙なズレ、温度管理のわずかな逸脱など、小さな積み重ねがクレームへとつながります。「これくらい大丈夫」という油断が品質を揺るがす最大のリスクです。現場の当たり前を疑う視点が重要です。

異物・菌・表示ミスの3大クレーム原因
食品業界におけるクレームは大きく「異物混入」「微生物汚染」「表示ミス」の3つに分類されます。例えば、髪の毛やプラスチック片の混入は目に見える問題ですが、菌の増殖は見えないため発見が遅れがちです。また、アレルゲン表示や賞味期限の誤記は消費者の信頼を大きく損ないます。これらはすべて、工程ごとのチェック体制を強化することで防ぐことが可能です。原因を正しく理解することが対策の第一歩です。
クレームは「発生後対応」ではなく「未然防止」が鍵
クレームが発生してから対応するのではなく、そもそも発生させない仕組みづくりが重要です。例えば、定期的な検査やチェックリストの運用、作業記録の可視化などを導入することで、問題の芽を早期に発見できます。「もしこの工程でミスが起きたら?」という視点でリスクを洗い出すことが、品質を守る最大の武器になります。未然防止の文化を現場に根付かせることが求められます。
原材料受け入れ時の衛生管理
仕入れ段階で品質は8割決まる
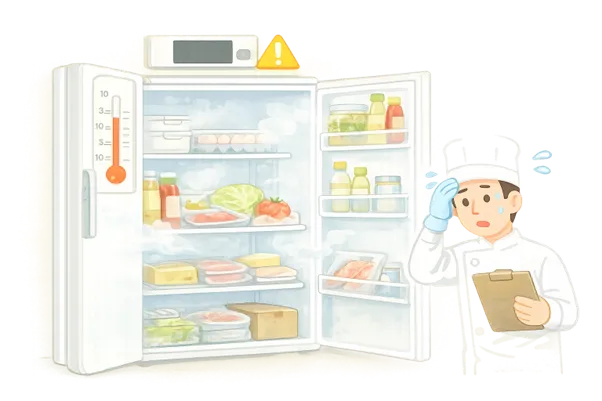
製造工程の品質管理は、実は原材料の受け入れ時点で大きく左右されます。温度管理が不十分な状態で納品された食材や、保管状態の悪い原料を使用すると、その後どれだけ衛生管理を徹底してもリスクは残ります。納品時には温度、外観、異臭の有無などを必ず確認し、記録として残すことが重要です。受け入れ時のチェック体制を強化することで、問題の持ち込みを防ぐことができます。

納品時チェックで見逃してはいけないポイント
納品時に確認すべきポイントは多岐にわたりますが、特に重要なのは「温度」「包装状態」「異物の有無」です。例えば、冷蔵品が常温で届いていた場合、その時点で菌増殖のリスクが高まっています。また、包装が破れている場合は異物混入の可能性も否定できません。「忙しいから後で確認」は最も危険な判断です。受け入れ時に即確認・即判断を行うことが品質維持の基本です。
信頼できる仕入先選定も重要な管理の一部
どれだけ現場で管理を徹底しても、仕入先の品質管理が不十分であればリスクは避けられません。定期的な監査や情報共有を通じて、信頼できる取引先を選定することが重要です。また、「安さ」だけで選ぶのではなく、「品質の安定性」「管理体制の透明性」も評価基準に含める必要があります。仕入先との連携強化は、見えないリスクを減らす大きなポイントになります。
製造工程に潜むリスクと対策
温度管理と時間管理の徹底が基本
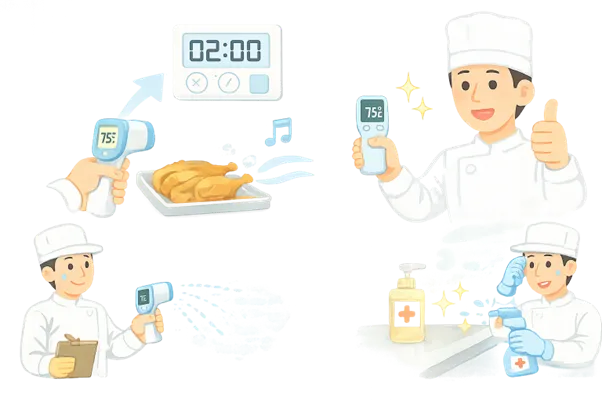
食品の安全性を守る上で最も重要なのが温度と時間の管理です。例えば、加熱不足や冷却の遅れは菌の増殖を招く大きな原因となります。「何℃で何分」という基準を明確にし、必ず記録することで再現性のある管理が可能になります。感覚ではなく数値で管理することが重要です。温度計やタイマーを活用し、誰が作業しても同じ品質を保てる仕組みを整えましょう。
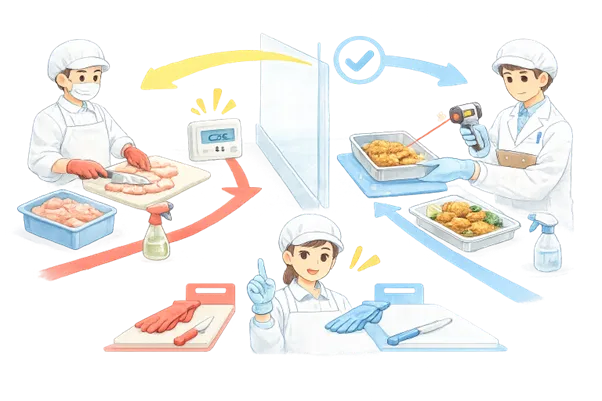
交差汚染を防ぐ動線設計
生肉と加熱済み食品が同じ動線で扱われていると、交差汚染のリスクが高まります。例えば、同じまな板や手袋を使い回すことは非常に危険です。作業エリアを明確に分ける、器具を色分けするなど、視覚的に分かる工夫が効果的です。「うっかり」を防ぐ仕組みづくりが重要です。現場の動線を見直すことで、リスクを大幅に減らすことができます。
設備・器具の洗浄と消毒の見直し
毎日行っている洗浄や消毒も、方法が適切でなければ意味がありません。例えば、汚れが残っていたり、乾燥が不十分な状態では菌が繁殖しやすくなります。また、分解洗浄が必要な機器をそのまま使用しているケースも少なくありません。「本当に落ちているか?」を確認するために、ふきとり検査などを活用することも有効です。見えない汚れを見える化することが重要です。
人由来リスクの管理

手指衛生の徹底がすべての基本
食品を扱う現場において、人の手は最大のリスク源の一つです。手洗いが不十分な状態で作業を行うと、菌が食品に直接付着する可能性があります。「しっかり洗ったつもり」ではなく、正しい手順で洗えているかが重要です。定期的な教育やチェックを行い、手洗いの質を高めることが求められます。アルコール消毒も適切に併用することで、より高い効果が期待できます。
体調不良者の管理とルール作り
体調不良の従業員が無理に出勤することで、食中毒リスクが高まることがあります。特にノロウイルスなどは少量でも感染を引き起こすため注意が必要です。「少し体調が悪いくらいなら大丈夫」という判断を防ぐために、明確なルールを設定することが重要です。休むことが正しい選択であるという文化を作ることが、安全な職場環境につながります。
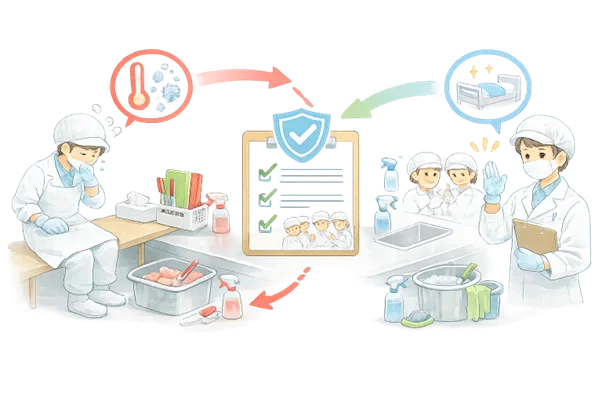
無症状保菌者という見えないリスク
見た目に健康でも、菌を保有しているケースは珍しくありません。こうした無症状保菌者は、自覚がないまま菌を拡散してしまうリスクがあります。定期的な検便検査を実施することで、こうしたリスクを早期に発見できます。「見えないから大丈夫」ではなく、「見えないからこそ確認する」という意識が重要です。科学的な管理が現場の安心につながります。
検査とデータ活用による品質管理
数値で管理することで再発を防ぐ
経験や勘に頼った管理では、同じミスが繰り返される可能性があります。食品細菌検査やふきとり検査を活用することで、現場の状態を数値として把握することができます。例えば、特定の場所で菌数が高い場合、その原因を特定し改善することが可能です。データに基づいた改善は再発防止につながります。「見える管理」が品質向上の鍵です。
検査結果を現場改善にどう活かすか
検査を行うだけでは意味がありません。重要なのは、その結果をどのように活用するかです。例えば、菌数が高い結果が出た場合、その原因を分析し、作業手順や清掃方法を見直す必要があります。「なぜこの結果になったのか?」を現場全体で共有することで、再発防止につながります。検査はゴールではなく、改善のスタートです。
第三者検査の活用で信頼性を高める
自社だけでの管理には限界があります。第三者機関による検査を取り入れることで、客観的な評価が可能になります。これにより、顧客や取引先からの信頼も向上します。また、外部の視点からの指摘は、新たな改善点の発見にもつながります。品質管理は「内部だけで完結させない」ことが重要です。外部の力を活用することで、より高いレベルの管理が実現します。
まとめ|品質クレームゼロを実現するために
小さな見直しが大きな成果を生む
品質改善というと大掛かりな取り組みを想像しがちですが、実際には日々の小さな見直しの積み重ねが大きな成果につながります。例えば、チェックリストの見直しや動線の改善など、すぐに実践できることは多くあります。「今できること」から始めることが重要です。小さな改善を継続することで、大きなトラブルを未然に防ぐことができます。

全員参加の意識が品質を守る
品質管理は一部の担当者だけの仕事ではありません。現場で働くすべての人が同じ意識を持つことが重要です。「自分の作業が品質にどう影響するか」を理解することで、行動が変わります。教育や共有を通じて、全員が同じ方向を向くことが求められます。チーム全体で品質を守る意識を持つことが、クレームゼロへの近道です。
仕組み化こそ最大の防御策
人の意識だけに頼る管理には限界があります。チェックリスト、記録、ルールなどを仕組みとして整えることで、誰が作業しても同じ品質を保つことができます。「人に依存しない管理」を目指すことが重要です。仕組み化は一度作れば終わりではなく、継続的に見直すことが必要です。強い現場は、仕組みで守られています。

検査内容でお困りの場合は、お気軽に
電話サポートサービスをご利用ください。
受付時間:9~19時(土曜は16時迄)日祝休み

※フリーダイヤルで発信できない場合は
0465-30-1730をご利用ください。






